>> P.12
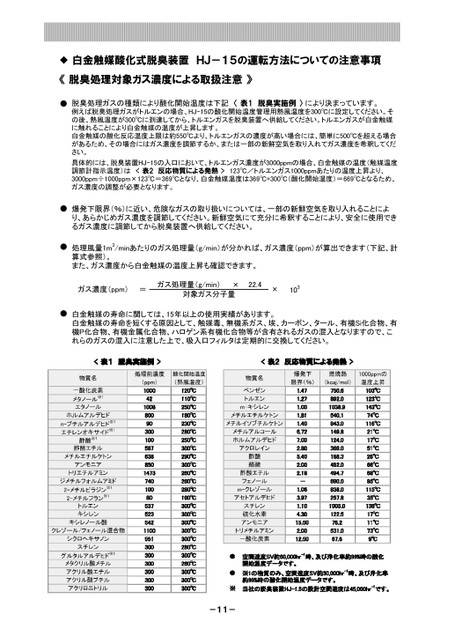
⯁白金触媒酸化式脱臭装置HJ-15の運転方法についての注意事項《脱臭処理対象ガス濃度による取扱注意》●脱臭処理ガスの種類により酸化開始温度は下記〈表1脱臭実施例〉により決まっています。例えば脱臭処理ガスがトルエンの場合、HJ-15の酸化開始温度管理用熱風温度を300℃に設定してください。その後、熱風温度が300℃に到達してから、トルエンガスを脱臭装置へ供給してください。トルエンガスが白金触媒に触れることにより白金触媒の温度が上昇します。白金触媒の酸化反応温度上限は約550℃のため、トルエンガスの濃度が高い場合には、簡単に500℃を超える場合がありますので、その場合にはガス濃度を調節するか、または一部の新鮮空気を取り入れてガス濃度を希釈してください。具体的には、脱臭装置HJ-15の入口において、トルエンガス濃度が3000ppmの場合、白金触媒の温度(触媒温度調節計指示温度)は<表2反応物質による発熱>123℃/トルエンガス1000ppmあたりの温度上昇より、3000ppm÷1000ppm×123℃=369℃となり、白金触媒温度は369℃+300℃(酸化開始温度)=669℃となるため、ガス濃度の調整が必要となります。●●●爆発下限界(%)に近い、危険なガスの取り扱いについては、一部の新鮮空気を取り入れることにより、あらかじめガス濃度を調節してください。新鮮空気にて充分に希釈することにより、安全に使用できるガス濃度に調節してから脱臭装置へ供給してください。処理風量1m3/minあたりのガス処理量(g/min)が分かれば、ガス濃度(ppm)が算出できます(下記、計算式参照)。また、ガス濃度から白金触媒の温度上昇も確認できます。ガス濃度(ppm)=ガス処理量(g/min)×22.4対象ガス分子量×103白金触媒の寿命に関しては、15年以上の使用実績があります。白金触媒の寿命を短くする原因として、触媒毒、無機系ガス、埃、カーボン、タール、有機Si化合物、有機P化合物、有機金属化合物、ハロゲン系有機化合物等が含有されるガスの混入となりますので、これらのガスの混入に注意した上で、吸入口フィルタは定期的に交換してください。-11-
 | <
| <  |
|  > |
> |  >>
>>